(一) 项目简介
干式高速切削不使用切削液,简化了工艺系统,解决了湿式切削的环境污染问题,具有广阔的应用前景。然而,目前可用于切削制造的刀具或存在红硬性差、或存在耐磨性不足等缺点,难以满足干式高速切削对刀具红硬性、耐磨性等的综合性能要求。本项目拟以Nb、W、Fe等为基础组元,通过理论计算设计一种新型的刀具材料,研究其成形工艺、微观结构和宏观性能,优化出其最佳制造工艺参数,以满足干式高速切削对刀具的综合性能要求。
(二) 研究目的
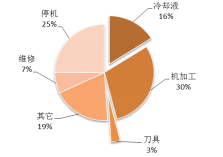
图1 机加工成本比较图
传统的金属切削加工大多采用湿式切削法。在湿式切削法中,切削液主要有三大功能:润滑作用、冷却作用、清洗和排屑作用。这些功能对工件已加工表面质量和刀具耐用度有一定影响,而且大量使用切削液会导致制造成本的增加(美国企业对加工成本的统计见图1),同时切削液对环境造成了严重污染(切削液的化学成分见表1),甚至一定程度危害操作工人的身体健康。基于此情况,干式高速切削技术因其更环保且效率高,从而逐渐显现出优势所在,在未来制造领域具有巨大的潜在应用潜力[1]。干式高速切削技术[2,3]就是在切削过程中,刀具与工件及刀具与切屑的接触区不使用任何切削液体介质的加工工艺方法,其分为两种类型:一种是不使用任何冷却润滑介质的纯干式切削;另一种是单纯以气体射流(空气、氧气、氮气和氩气等)为冷却润滑介质的干式切削。干式切削技术通常应用于高速切削场合,其最大的特点是不使用切削液简化了工艺系统,降低了加工成本,从源头上控制污染从而解决湿式切削带来的环境与安全健康问题。干式切削技术要在不使用切削液的同时,保证加工的高效率、产品的高质量、刀具的高使用寿命和切削过程的高可靠性,这就需要性能优良的干式切削刀具以及辅助设备代替传统切削中切削液的作用。
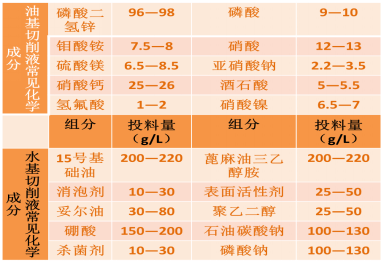
表1 切削液化学成分
干式切削由于没有切削液的冷却、润滑和辅助排屑等作用,切削温度急剧增高,干式切削过程中刀具和工件之间摩擦增大以及刀具磨损加剧,这就对切削刀具提出了更高的要求,表2对高速切削与普通切削刀具角度进行了对比,用于干式切削的刀具需具备:良好的耐热冲击性和抗粘结性;较高的红硬性和热韧性;良好的耐磨性;切屑和刀具之间的摩擦系数要尽可能小;刀具形状要保证排屑流畅且易于散热;刀具应具有更高的强度和耐冲击韧性等优异的综合性能。目前,用于切削制造工艺的刀具主要有立方氮化硼(CBN)刀具、陶瓷及金属陶瓷材料刀具、涂层硬质合金刀具、金刚石(PCD)刀具及超细颗粒硬质合金刀具等,但因其或存在红硬性差、或存在耐磨性不足等缺点,难以满足干式切削对刀具红硬性、耐磨性等的综合性能需求。因此,设计和开发新型综合性能优异的刀具材料,满足干式高速切削对刀具的综合性能要求,是促进干式高速切削技术发展的一项关键技术。
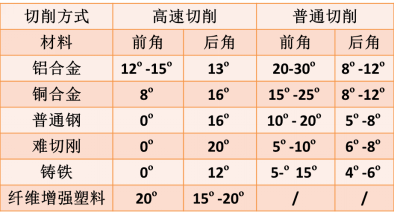
表2 高速切削与普通切削刀具角度对比
高熵合金具有耐热性好、红硬性高、硬度大、冲击韧性高、耐腐蚀性和耐磨性优异等优点,是一种新型的高强硬质耐磨材料,尤其是其优异的红硬性、耐磨性和高硬度,在干式高速切削刀具方面具有巨大的潜在应用前景。为此,本项目基于综合性能优异的高熵合金,旨在设计和开发一种适用于干式高速切削的新型高熵合金刀具材料,重点研究高熵合金刀具材料的设计和成型工艺,课题研究将为高熵合金刀具材料研制及其在干式切削领域的应用奠定基础,具有重要的理论和现实意义。
(三) 研究内容
1、高熵合金刀具材料的设计
面向干式高速切削应用环境,采用第一性原理计算和Calphad方法设计出具有优异红硬性、硬度和耐磨性的高熵合金刀具材料组分。
2、高熵合金刀具材料的制备工艺
基于设计的高熵合金刀具材料组分,采用电弧熔炼法和粉末烧结法制备高熵合金刀具材料,研究制备工艺参数对刀具材料微观组织结构和性能的影响规律,优化出高熵合金刀具材料的最佳制备工艺参数。
(四) 国、内外研究现状和发展动态
干式切削的科学意义在1995年被正式确立,1997年的国际生产工程研究会(CIRP)年会上,德国F. Klocke教授作了“干式切削”的主题报告;国际刀具制造厂MAPAL公司的总裁B. P. Erdel博士1999年1月也作了有关美国干式切削发展的主题报告,欧洲和日本等国家也展开研究。干式高速切削技术[2,3]就是在切削过程中,在刀具与工件及刀具与切屑的接触区不使用任何切削液体介质的加工工艺方法。可分为两种类型:一种是不使用任何冷却润滑介质的纯干式切削;另一种是以气体射流(空气、氧气、氮气和氩气等)为冷却润滑介质的干式切削。
在工艺相同的情况下,高速干式切削加工优势有:
(1)提高切削速度,单位时间内的材料切除率增加,切削加工时间减少,可大幅度提高加工效率,降低加工成本;
(2)提高切削速度,切削力减小(30%以上),利于薄壁件的加工;
(3)切屑的高速排出,带走90%以上的切削热,工件受热大幅减少,零件内应力和热变形减小,加工精度提高;
(4)切削力随切削速度的提高而降低,使切削系统的工作频率远离机床的粗糙度敏感的低阶固有频率,大大降低表面粗糙度。
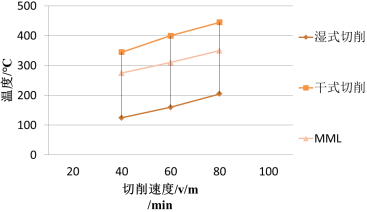
图2 采用不同切削方式时切削温度变化情况
由于干式切削在加工过程中不使用切削液,切削过程缺少切削液的润滑、冷却、排屑等作用,所以干式切削也可能会造成在加工瞬间产生大量热量(如图2),有可能使刀具磨损加快,使用寿命缩短。因此,干式高速切削对刀具的综合性能提出了更高的要求,其应具有更的强度、冲击韧性、红硬性和耐磨性。未来可应用于干式高速切削的刀具主要有:立方氮化硼刀具(CBN)、聚晶立方氮化硼刀具(PCBN)、聚晶金刚石刀具(PCD)、超细晶粒硬质合金刀具、陶瓷刀具(Al2O3、Si3N4)、金属陶瓷刀具(Cermets)等。
1、聚晶立方氮化硼刀具
立方氮化硼(CBN)材料的硬度高达3200-4000HV[4],其热导率为1300W/m,具有良好的抗化学腐蚀性,且在1200℃的高温下具有良好的热稳定性。CBN的高耐热性和高红硬性使其非常适合用于干式切削。CBN刀具[5]主要用于加工铸铁和淬火钢。采用CBN刀具进行干式切削可实现淬硬工件(淬火硬度60-70HRC)的以车代磨加工。用CBN刀具干式切削铸铁可大幅度提高切削速度,改善刀具寿命。另外,氮化硼(BN)同素异构体之一的聚晶立方氮化硼(PCBN)是硬度仅次于金刚石的人工合成物质,具有优异的强度、耐磨性、耐热性、导热性和抗腐蚀性。在800℃时其硬度比陶瓷和硬质合金在常温时的硬度还要高,摩擦系数也只有硬质合金的1/4—1/2,在1200-1400℃高温下也不与铁系材料发生化学反应,其粘结扩散作用比硬质合金要小得多,而且具有加工效率高、刀具寿命长和加工质量好等突出特点。这些性能都使PCBN刀具尤其适用于干式切削。实验表明,用PCBN刀具进行干式切削,刀具寿命反而高于湿式切削,从而被广泛用于高速切削耐磨有色金、黑色金属、化学活性材料、高硬度高强度材料等方面。

表3 立方氮化硼与金刚石性能对比
立方氮化硼刀具主要分为三种:整体聚晶立方氮化硼(PCBN)刀具、聚晶立方氮化硼和硬质合金的复合刀片(PCBN/CC)以及电镀立方氮化硼刀具。聚晶立方氮化硼的制备方法主要可分为三种:烧结型、生长型和生长-烧结型[6],烧结型又可分为含结合剂PCBN、纯PCBN两种情况。除了上述制备PCBN的方法之外,还有采用放电等离子技术[7]烧结制备PCBN。
与其他刀具相比较,聚晶立方氮化硼刀具比硬质合金刀具切削速度大幅度提升,大大缩短了加工时间,减小了切削力,在切削过程中不积攒切削废料而且更加耐用。相对于陶瓷刀具,PCBN刀具抗冲击能力更具有优势,在加工方面陶瓷刀具适合于粗加工,而PCBN刀具表面粗糙程度更小适合于精加工。由此可知,立方氮化硼(CBN)和聚晶立方氮化硼(PCBN)刀具在未来干式高速切削中具有很大的应用前景。
2、新型氧化铝陶瓷刀具
在陶瓷刀具中,目前应用最为广泛的是Al2O3系列陶瓷刀具,Al2O3系列陶瓷刀具切削加工性能优良,它具有硬度高、耐磨性能好、高温力学性能优良、抗氧化性特别好(切削刃即使处于红热状态下也能长时间切削,不与铁类元素发生化学反应)、机械强度比其他陶瓷高的特性,可应用于高速切削、超高速切削、和硬切削以及一些难加工材料的切割等。此外,Al2O3对大部分金属的润湿性[8]差,很难与金属粘结,因此加工面的光洁度很高。同时,氧化铝刀具的比重约为硬质合金的三分之一,氧化铝刀具的价格比硬质合金刀具便宜(以体积价格计算),这也是氧化铝刀具的优势之一。但是,这类材料一般较脆,即热韧性不好,故不适用于进行断续切削,较适用于进行干车削而不适用于干铣削。由表4可知,对于不同的氧化铝刀具材料[9],其切削性能存在很大差距,即不同的刀具材料配比在Al2O3陶瓷刀具金属切削时有决定性作用。
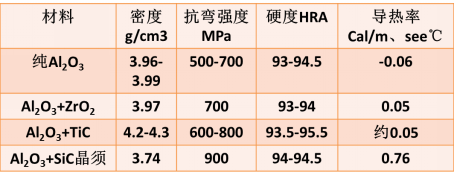
表4 氧化铝系陶瓷物理、机械性能
(1)纯Al2O3陶瓷:其高温性能很好,适于进给量较小的半精加工铸铁和钢材,但它的抗冲击能力较差,抗弯强度较低,切削时刀刃容易产生微崩。通常在纯Al2O3陶瓷中添加ZrO2作为烧结助剂来提高其断裂韧性[10]。
(2)Al2O3-碳化物陶瓷刀具:在Al2O3中添加碳化物可以提高Al2O3陶瓷的抗冲击强度,通常将TiC作为添加剂通过热压烧结制成Al2O3-TiC陶瓷刀具,适于高速粗、精加工耐磨铸铁、淬硬钢及高强度钢等难加工材料。Al2O3-TiC陶瓷的抗弯强度在常温或者高温下均比纯Al2O3陶瓷高,而且高温下(1000℃以上),其(抗弯强度)下降速度较慢。
(3)Al2O3-碳化物-金属陶瓷刀具:在Al2O3中同时添加碳化物和少量粘结金属,通过热压烧结形成的金属陶瓷刀具。金属成分的存在提高了Al2O3与碳化物的连结强度,改善了刀具性能,适用于加工淬火钢、合金钢、锰钢、冷硬铸铁、镍基和钴基合金以及非金属材料。还改善了刀具的抗振性能,可用于间断切削及有切削液使用的加工。
(4)Al2O3-氮化物组合陶瓷刀具:在Al2O3中添加氮化物(硼化物)的陶瓷刀具具有好的抗热震性,其基本性能和加工范围同Al2O3-碳化物-金属陶瓷刀具相当,虽然其抗弯强度及硬度低于Al2O3-TiC金属陶瓷刀具,但更适合间断切削。尤其添加了TiB2作为粘结剂制成的陶瓷刀具的耐冲击性和耐磨性优于其他添加剂刀具。
(5)增韧的Al2O3陶瓷刀具:它是在Al2O3基体中添加增韧或增强材料制成的。常用的主要增韧方法有:ZrO2相变增韧、第二相颗粒弥散增韧和晶须增韧等,其中,ZrO2相变增韧通过吸收刀具主裂纹尖端的大部分能量以达到增韧目的。第二相颗粒弥散增韧是由于第二相颗粒使周围产生残余从而引起裂纹偏转或裂纹被钉扎,提高了材料的抗断裂性,从而使Al2O3陶瓷的韧性有显著提高。沈毅等教授在《硅酸盐通报》中的第二相SiC颗粒弥散增韧氧化铝陶瓷的残余应力计算[11]中就介绍了第二相颗粒弥散增韧机理。晶须增韧是利用了晶须的加强棒作用,常用的晶须有SiC晶须[12]和Si3N4晶须[13,14]。SiC晶须具有强度高、硬度高、导热性好及抗热震性好等许多优点,SiC晶须[15,16]在加强基体的同时,还可使应力在基体内分散,非常适合加工镍基耐热合金和低速加工铸铁及非金属脆性材料。Si3N4晶须加入到Al2O3基体中,可以提高陶瓷的抗热冲击性,适合切削硬度为HRC45的镍铬铁耐热合金材料。
陶瓷和金属陶瓷陶瓷刀具具有良好的耐热性、高温硬度和化学稳定性,非常适合干式切削加工铸铁和淬火钢,同时可在较高切削速度下进行长时间切削加工,但Al2O3基陶瓷刀具的缺点是强度和韧性较低;与Al2O3基陶瓷刀具相比,Si3N4基陶瓷刀具的高温机械冲击性能较好,但在加工钢材时化学稳定性欠佳。金属陶瓷实际上是含钛基化合物、粘结剂和镍或镍钼等粘结而成的一类硬质合金。氮化硅(Si3N4)陶瓷刀具特别适合于在断续切削和铸铁有砂皮情况下对铸铁和球墨铸铁进行干式切削。金属陶瓷刀具在加工硬度>40HRC的工件时红硬性较差,主要适于加工高精度工件和表面质量要求较高的工件。
3、涂层刀具
涂层刀具是在某些材质好的硬质合金或高速钢刀具上通过涂层技术涂覆上一层或多层耐磨性高、难溶性强的金属化合物。涂层刀具具有切削效率高、精度高等优点。涂层通常起到两方面的作用:一方面它具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面,它能够有效地改善切削过程的摩擦和粘附作用,降低切削热的生成,从而减少了工业所用的冷却液,有利于环境保护,基于这些优点,现代制造业越来越离不开涂层刀具。
对于涂层刀具而言,刀具的好坏取决于涂层技术的应用和涂层材料的选择。涂层技术[17]主要包括化学气相沉积涂层法(CVD)和物理气相沉积法(PVD)。
(1)化学气相沉积涂层法(CVD)
化学气相沉积涂层法是应用挥发性化合物气体发生分解或化学反应后在镀件上沉积成膜的方法;沉积物以分子、原子、离子等微观形态在镀件表面沉积,形成金属或化合物的涂层,这样的涂层必须在能量激活的条件下完成,经过物料气化,扩散到基体表面并在基体表面发生反应形成覆盖层。该种方法的优点主要有:涂层源的制备较容易;涂层与镀件之间的结合度高,厚度可达7~9微米;可涂覆单层或多层涂层。但是涂层在1000摄氏度以上时会使涂层和镀件之间产生一层脆性的脱碳层相,从而降低刀具的性能;而且涂层内部会产生微小裂纹是其主要缺陷。
(2)物理气相沉积法(PVD)
物理气相沉积法是应用气相反应过程所蒸发或溅射出来的金属原子发生气相反应,从而在刀具表面沉积出所要求的化合物原理做到;在真空条件下,用蒸发或溅射形式将涂层材料汽化成分子、原子、或电离成离子,通过气相过程在硬质合金的表面沉积成涂层。该方法的优点有:沉积所需温度低有利于保证刀具的质量;涂层内部为压应力,有利于硬质合金精密复杂刀具的涂层;物理方法不产生对环境有害的物质。但也存在一些不足,例如涂层所需器材复杂,工艺步骤多,时间长,成本较大;所制刀具形式单一,应用范围受限。
涂层材料常用的涂层材料[18]有金刚石、碳化物、氮化物、碳氮化物、氧化物、硼化物、硅化物、复合涂层等八大类数十个品种,常见的涂层刀具有金刚石涂层刀具、Al2O3涂层刀具、TiC合金刀具、TiN涂层刀具及其三种混合的TiC-Al2O3-TiN复合涂层刀具、立方氮化硼(CBN)涂层刀具等。涂层刀具的分类和结构如表5和图3所示:
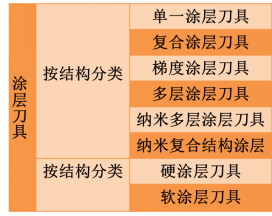 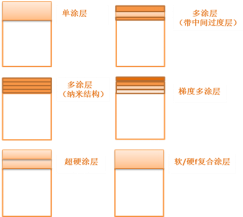
表5 涂层刀具 图3 涂层结构示意图
金刚石涂层[19]具有硬度高和耐磨性强、热导率极佳、弹性模量高、摩擦系数低、化学性能稳定等优点,成为加工难加工材料的理想涂层材料,并且其制造简单,成本较低,所以更多的适用于车削和现代干式高速切削加工,显著提高了生产率。但金刚石刀具在切削过程中若处于600oC以上高温时,容易碳化而使耐磨性降低,此外,在高速切削各种低碳钢时,刀具中的碳会扩散到被切削材料中去,使刀具的磨损急剧增大,降低刀具的寿命,从而增加生产成本。金刚石涂层刀具在干式切削加工过程中,对工件表面粗糙度影响最大的因素是切削进给量,在较高切削速度下,只要进给量选择合理,就能使工件的表面粗糙度得到很好的控制。
Al2O3涂层具有很好的耐热性和抗氧化的特点,它可以使切削过程形成的热量隔离开,并且他可以和多种涂层材料一起形成复合涂层,更加增强刀具的切削性能,比如TiC-Al2O3-TiC涂层,该复合涂层具有优良的隔热性和低摩擦性,可以使其获得更长的寿命。
立方氮化硼涂层具有很高的耐热性,它可以承受1400~1500oC的温度,并且具备了良好的导热性和较低的摩擦系数、高硬度、高热稳定性、与铁磁材料较低的亲和性的卓越优点,经该涂层涂覆的刀具在粗加工领域可以做到不崩刃、不碎裂,但其加工技术成本高、要求精度高,操作复杂。
4、金刚石刀具
聚晶金刚石(PCD)[20]材料的硬度为7000-8000HV,约为CBN材料的两倍,其热导率可达2100W/m·K,热膨胀系数很小。PCD刀具切削时能迅速将切削热从刀尖传递至刀体内部,从而减小因刀具热变形引起的加工误差,避免刀具发生热损伤。PCD刀具主要用于加工铜合金、铝及铝合金、钛及钛合金等有色金属材料,也可用于加工耐磨性极好的高性能材料如纤维增强型塑料、金属复合材料、木材复合材料等。实验表明:用PCD刀具干式切削铝合金可达到很高的切削速度和理想的刀具寿命,采用锋利的切削刃和大正前角进行干式切削时,可使切削压力和积屑瘤达到最小。
金刚石具有自然界物质中最高的硬度和导热系数。但由于金刚石价格昂贵,加工、焊接都非常困难,所以除特殊超精密采用单晶金刚石刀具加工产品外,一般机械加工采用由高温高压技术人工合成金刚石基的切削刀具(即聚晶金刚石(PCD))。PCD刀具具有均匀的硬度和导热性,低的热胀系数,高的弹性模量和较低的摩擦系数使之比较适合做干式切削刀具而且其刀刃非常锋利,可加工各种有色金属和极耐磨的高性能非金属材料。随着PCD刀具的大量使用发现,由于天然单晶金刚石和人造聚晶金刚石刀具制造工艺复杂,成本较高,应用于切削加工中使刀具成本增加,所以开始用化学气相沉积(CVD)方法在硬质合金表面生成一层金刚石薄膜制成的金刚石涂层干式切削刀具。它主要用于有色金属及高硬度,高耐磨材料以及高速精密加工,而且被加工材料的硬度越高,脆性越大其耐磨性也越好。它与有色金属的摩擦系数约为硬质合金的一半,可以减小切削力,且不易产生积屑瘤,可以大大提高加工工件的表面精度。因此,金刚石涂层刀具所具有的这些特性,可以保证其在干式切削加工中具有良好的性能。
在干式切削硅铝合金实验中,金刚石薄膜涂层刀具的使用寿命大大高于硬质合金YG6刀具的寿命。刀具损坏的主要形式是薄膜涂层的破损脱落,在涂层没有脱落前,刀具磨损量很小。刃口薄膜脱落后,后刀面涂层能够起到一定的支撑作用,这时刀具还可以继续工作,而且表面粗糙度值很小,刀具磨损缓慢,寿命得到很大提高。通过提高涂层与基体的粘接强度,可以大大提高金刚石涂层刀具干式切削的寿命。在干式切削铝硅合金时,金刚石薄膜涂层刀具在开始阶段切削试件表面粗糙度值不稳定,这主要是由于金刚石颗粒形成的刃口不平,进入刀具正常磨损阶段后,工件表面粗糙度值将会很稳定,切削路程也很长,体现出很好的干式切削性能。
三种主要金刚石刀具材料—PCD、CVD和单晶金刚石各自的性能特点为:PCD焊接性、机械磨削性和断裂韧性最高,抗磨损性和刃口质量居中,抗腐蚀性最差;CVD抗腐蚀性最好,机械磨削性、刃口质量和断裂韧性和抗磨损性居中,可焊接性差;人工合成单晶金刚石刃口质量、抗磨损性和抗腐蚀性最好,焊接性、机械磨削性和断裂韧性最差。金刚石刀具是目前高速切削(2500-5000m/min)铝合金较理想的刀具材料,但由于碳对铁的亲和作用,特别是在高温下,金刚石能与铁发生化学反应,因此它不宜加工铁及合金工件。所以面对金刚石刀具正在进一步改善中。
5、超细硬质合金刀具
超细晶粒硬质合金是一种高硬度、高强度和高耐磨性兼备的硬质合金,它的WC粒度一般在0.2-0.5μm以下,是普通硬质合金WC粒度的几分之一到几十分之一,具有硬质合金的高硬度和高速钢的高强度。根据Hall-petch关系[21],硬质合金中WC的晶粒尺寸越小,缺陷越小,粘接相Co的平均自由程越短,则合金的硬度和强度就越高,同时韧性也相应的提高。因此,超细晶粒硬质合金[22]是实现高硬度、高强度“双高”硬质合金的一种有效途径。超细纳米硬质合金及其涂层刀具已显示出在现代高速切削、少/无冷却液切削和加工高温合金、钛合金、喷涂材料、淬火钢等难加工材料的明显优势,被广泛应用于现代制造业的各个领域。现已被制成棒状刀具,如加工集成电路板的微型钻头、点阵打印机打印针头、整体孔加工刀具、铣刀、牙钻、木工工具和精密模具等。超细晶粒WC硬质合金由于晶粒细化(WC平均粒度≤0.5μm,纳米晶粒硬质合金中WC平均粒度≤50nm),作刀具可以磨出精度极高、极锋利的切削刀具和刀尖圆弧半径,可大大提高刀具材料的强度和综合力学性能,可以制作大前角、小进给量和小吃刀量的精细刀具,如小直径立铣刀、小铰刀等,目前主要用作整体式刀具[23]。超细晶粒硬质合金刀具主要用于制作小尺寸整体刀具,用于高速加工孔、齿轮和攻丝,也可以较高的速度加工钛及其合金和高温合金等超级合金。硬质合金立铣刀和麻花钻普遍用高强度、高硬度的超细晶粒硬质合金制造,以保证其中心刃的切削性能。
如上所述,目前可应用于干式高速切削的刀具主要有:立方氮化硼刀具、陶瓷刀具和金属陶瓷刀具、涂层硬质合金刀具、金刚石刀具、超细硬质合金刀具,其性能对比如表6所示,上述刀具各自具有优缺点,还难以满足干式高速切削对刀具材料所提出的综合性能需求,需要进一步开发综合性能更加优异的新型刀具材料,满足干式高速切削对刀具材料提出的综合性能要求。

表6 各种刀具的优缺点
参考文献:
[1] 路冬, 绿色切削加工技术的研究现状与进展[J]. 工具技术, 2005, 21(03): 3-6.
[2] 汪哲能,刘彬, 干式切削的关键技术[J]. 邯郸职业技术学院学报, 2009, 22(01): 35-37.
[3] 秦录芳,孙涛, 干式切削技术的研究和应用进展[J]. 组合机床与自动化加工技术, 2013, 28(04):9-17.
[4] 樊东黎. 维氏和努氏显微硬度测量[J]. 热处理, 2013, 28(5): 66-72.
[5] 蓝春录, CBN刀具特性及其应用[J]. 设备管理与维修实践和探索, 2005, 28(5): 417-420
[6] 陈永杰, 聚晶立方氮化硼的制备方法及应用进展[J]. 金刚石与磨料磨具工程., 2015, 35(2): 74-80.
[7] 李天恒, 放电等离子烧结制备立方氮化硼/钛/铝复合材料[T].燕山: 燕山大学, 2008, 12 (3): 26-27.
[8] 邹增大,王育福,曲仕尧, 氧化铝基陶瓷/金属系统的润湿性研究[J]. 山东机械,1999,10(2): 21-22.
[9] 王明红,施海锋, 氧化铝陶瓷刀具及其切削加工性能分析[J]. 第9届中国机构与机器科学应用国际会议(CCAMMS 2011)暨中国轻工机械协会科技研讨会, 2013, 11(2): 69-72.
[10] 董亚丽, Al2O3陶瓷制备及性能分析[J]. 材料导报, 2009. 23(S1): 520-523.
[11] 陈德勇, ZrO2-Al2O3两相陶瓷复合材料力学性能与增韧机制的研究[J]. 南昌航空工业学院学报(自然科学版), 2005, 10(01):45-48.
[12] 沈毅 ,杨正方,张存满, 第二相SiC颗粒弥散增韧氧化铝陶瓷的残余应力计算[J]. 硅酸盐通报, 2003, 20(01): 45-48.
[13] C. Doğan,J. A. Hawk, Influence of whisker toughening and microstructure on the wear behavior of Si3N4- and Al2O3-matrix composites reinforced with SiC[J]. Journal of Materials Science, 2000. 35(23): 5793-5807.
[14] 王焕磊,王伟,王金亮, 氮化硅晶须的研究现状[J]. 化工新型材料, 2005, 28(4): 9-11.
[15] 王秋红,郑勇,孙帆, 碳化硅晶须的制备及其在复合材料增韧中的应用[J]. 硬质合金, 2010. 27(1): 49-54.
[16] 顾延慰,潘敏元,赵高扬, SiC晶须增韧Al2O3-(Ti,W)C陶瓷材料增韧机理的研究[J]. 机械工程材料, 1996, 18(05): 31-32.
[17] 杨丽娟, 刀具涂层材料与涂层刀具的应用[D]. 青岛大学, 2009.
[18] 康勃, 现代刀具涂层制备技术的研究现状[J]. 表面技术, 2008, 04(02): 71-74.
[19] 刘凯, 金刚石涂层刀具在干式切削中的性能分析[J]. 机械制造与自动化, 2013. 42(01): 63-65.
[20] 何云,杨泊莘,高阳华,雷学林, 聚晶金刚石刀具的制造及应用[J]. 工具技术,2018.52(11): 53-58
[21] 邹章雄,项金钟,许思勇, Hall-Petch关系的理论推导及其适用范围讨论[J]. 物理测试, 2012. 30(06): 13-17
[22] 尚自河,李安海,赵军, 超细晶粒硬质合金刀具材料的研究进展[J]. 工具技术, 2015. 49 (02): 03-08
[23] 宋铁军, 整体式硬质合金刀具缓进给磨削机理及其表面质量研究[D]. 湖南大学, 2017.
(五) 创新点与项目特色
本项目基于综合性能优异的高熵合金,旨在设计和开发一种适于干式高速切削的新型高熵合金刀具材料,重点研究高熵合金刀具材料的设计和成型工艺,相关研究内容国内外未见公开报道。课题研究将为高熵合金刀具材料及其在干式切削领域的应用奠定基础,对新型机械加工刀具与干式高速切削领域的研究可能是一个新贡献。
(六) 技术路线、拟解决的问题及预期成果
1、技术路线图
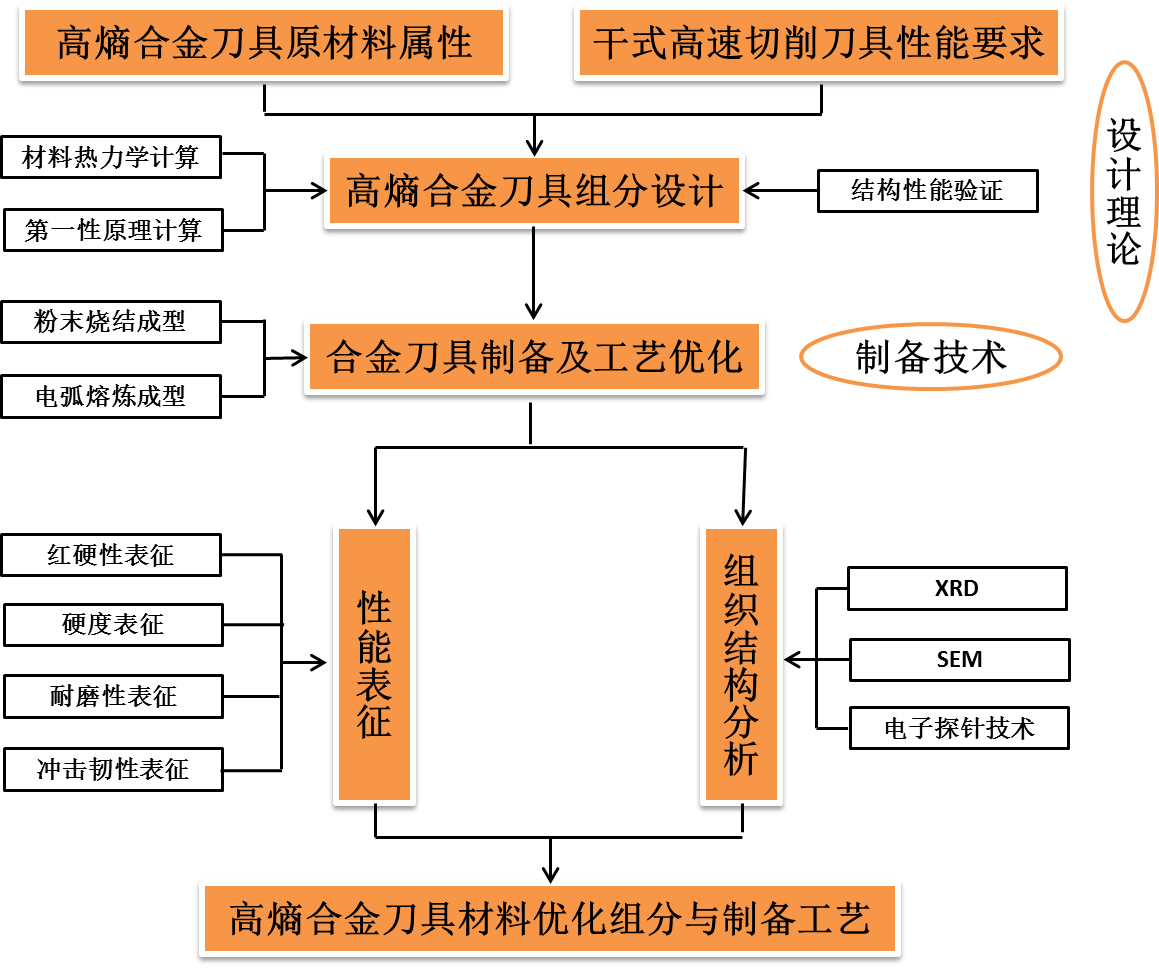
图5 技术路线图
项目研究的技术路线如图所示,具体的实验方法如下:
(1)高熵合金刀具材料设计方法
面向干式高速切削应用环境特点,以Nb、Ta、W、Fe、Ni等元素为基础组元,充分考虑材料的耐温特性、结构特性、耐磨特性等,采用第一性原理计算、Calphad技术,设计出满足干式高速切削刀具需求的高熵合金刀具材料组分。
(2)高熵合金刀具材料制备技术
采用电弧熔炼或粉末烧结工艺制备所设计组分高熵合金试样,考察不同制备工艺参数(加热电流、物料添加方式、气氛、温度、时间等)下合金的成形性和致密度,采用XRD、SEM、电子探针等对所制备合金的微观组织和结构进行表征分析,优化出合金成形的最佳工艺参数。
(3)微观组织结构表征
采用XRD对所设计和制备的高熵合金的相组成和结构进行表征分析,采用SEM、EPMA对合金的元素分布,相分布和微观形貌进行表征分析。
(4)高熵合金刀具材料性能表征分析
采用显微硬度仪、力学性能试验机和摩擦磨损试验机等对高熵合金刀具材料的硬度、强度、断裂韧性、冲击韧性和摩擦磨损性能等进行测试,考察测试条件、合金组分和制备工艺对刀具材料性能的影响。
2、拟解决的问题
(1)面向干式高速切削应用环境的高熵合金刀具材料设计方法
(2)高熵合金刀具材料的制备成形工艺
3、预期成果
(1)发表论文1篇,申请发明专利1项;提交课题研究报告1份;
(2)开发出红硬性好,硬度高、耐磨性优异的高熵合金刀具材料,优化出高熵合金刀具材料的最佳制备工艺。
(七) 项目研究进度安排
1、2019/05~2019/07
高熵合金刀具材料的设计——采用第一性原理计算和Calphad方法设计出具有优异红硬性、硬度和耐磨性的高熵合金刀具材料组分;
2、2019/08~2020/03
高熵合金刀具材料的制备工艺——采用电弧熔炼法和粉末烧结法制备高熵合金刀具材料,研究制备工艺参数对刀具材料微观组织结构和性能的影响规律;
3、2020/04~2020/05
撰写项目研究报告,准备结题。
(八) 已有基础
1. 与本项目有关的研究积累和已取得的成绩
项目申请者在华熳煜老师的指导下,查找并阅读了大量与刀具相关的中英文文献,比较清楚地了解了刀具的国内外发展现状和发展趋势,对目前用于干式高速切削的各种刀具做了详细的了解和对比。同时,在前期对自己所研究的刀具材料做了一定的研究。在此基础上,项目申请者对所申请项目的内容有一定的认知并制订了较为详细的研究方案。
项目申请者开展了相关的基础预研工作,设计和制备了一种新型的高熵合金材料(图4),该材料显微硬度可达1000HV,耐温性可达1500oC,在干式高速切削刀具方面具有很好的应用前景,下一步将重点研究该刀具材料的制备工艺,对其成分和性能进行深入系统地研究。另外,还将开展该刀具材料在干式高速切削方面的应用探索,相关工作都是本项目研究的重点内容。
 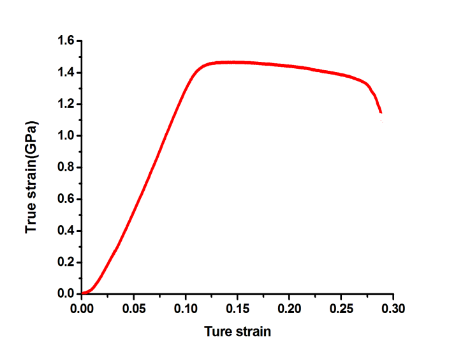
图4 前期研究制备的高熵合金刀具材料及其应力应变曲线
基于目前的研究成果,项目申请者已撰写了一篇关于干式高速切削刀具研究进展的文章(干式高速切削刀具研究进展),现准备投稿;正在撰写发明专利1项(一种新型刀具材料)。
2. 已具备的条件,尚缺少的条件及解决方法
课题组具备电弧熔炼炉、真空烧结炉、光学显微镜、显微硬度计、摩擦磨损试验机等本项目研究所需的主要实验仪器和设备,尚缺少的条件包括X射线衍射仪、电子显微镜等,课题组与中南大学、湖南大学分析测试中心建立了良好的合作关系,拟通过外协予以解决。
|